Composite suture technique refers to a composite preform preparation technique in which a multi-layer fabric is combined into a quasi-three-dimensional fabric by stitching or a plurality of separated fabrics are joined into a unitary structure. This technology originated in the middle and late 20th century and has attracted much attention because it can improve the damage tolerance of composite materials and greatly improve the impact resistance of composite materials. It has been widely used in recent years. This paper systematically introduces the characteristics of composite suturing technology, main suturing methods and process parameters and its optimal application range, and summarizes the important mechanical properties of suturing technology affecting tensile, compression, bending, layer shearing and post-impact compression of composites. The main research results, and finally the major research and application progress of composite suture technology at home and abroad were expounded and proposed. First, the characteristics of stitching technology Compared with the traditional composite textile weaving, weaving and laying process, the stitching technology has the following characteristics: 1 can be designed to be strong, the layup direction of the stitched preform, the layup distance and the fiber structure can be optimally combined, and the stitching method and the stitching area can also be adjusted as needed; 2 suture has little effect on the original fiber distribution, and a reasonable degree of overall structure can be obtained by reasonable setting of the suture parameters, and a reasonable uniform stress state is achieved; 3 sutures can withstand most of the load, and reduce the stress concentration of the surrounding resin, can significantly improve the inter-layer performance of the composite; 4 is highly automated, and highly automated suturing devices have been developed to improve stitch consistency and suture efficiency; 5 The assembly process is excellent, and the stitching is a kind of joining technology. Compared with the other joining techniques of the composite material (bonding, riveting, etc.), the stitched composite material has strong integrity and is not easy to generate local stress concentration. In the structural application, three kinds of stitching methods are mainly used, namely, improved lock stitching, chain stitching and Tufting stitching (see FIG. 1 for details). The lock stitching is a double-sided stitching. In the improved lock stitching, the stitches are brought in from the side of the preform by the stitches, and the stitches are taken out from the bottom thread and then carried out by the stitches for the next cycle, the knots of the upper and lower threads. Located on the surface of the preform, it minimizes the seam and fiber bending and stress concentration effects in the thickness direction of the preform, as shown in Figure 1(a). Lock-type stitching generally requires a small curvature change of the preform, and is currently widely used for the stitching of the edge of the large-sized wall panel and the joint stitching of the reinforcing rib and the skin, and the stitching thickness can be up to 20 mm. Chain stitching is a single-sided stitching. The meniscus stitch is on the same side as the cycloidal hook. As the needle moves along the stitching direction, the looper repeatedly penetrates the preform and connects the sleeve, as shown in Figure 1 ( b) shown. Chain stitching is generally suitable for stitching of larger and thinner preforms, and the stitching thickness is generally not more than 10 mm. Tufting suture is also a kind of single-sided suture. The suture follows the needle from the side of the preform to the other side. When the needle is withdrawn, the suture is left in the preform to complete the suture, as shown in Figure 1(c). Show. Tufting sutures can be used to suture thicker preforms, but since simple Tufting stitching relies only on the friction between the suture and the fibers inside the preform to retain the suture, it is generally necessary to use other positioning methods to ensure that the suture remains in the prefabrication. Inside the body, improve the quality of the stitching. The main suture parameters include suture type, suture diameter, suture density and suture direction. These process parameters can directly affect the performance of the preform after curing. When selecting sutures, the strength, wear resistance, temperature resistance of the suture and its compatibility with the corresponding resin system are mainly considered. Common types of sutures include carbon fiber , glass fiber, Kevlar fiber and polyester . High-temperature Kevlar fiber, such as Kevlar29, is light, wear-resistant and tough, and is currently widely used in the aerospace industry. Large diameter sutures can better improve the interlaminar damage tolerance of the composite, but at the same time increase the fiber bending and damage inside the preform and the resin accumulation at the internal seam of the part, which leads to the stretching of the part. The compression strength is reduced, so the diameter of the suture should be reasonably selected according to the structure of the preform. The stitching density mainly includes two parameters: the stitch length and the line spacing of the suture. The higher the stitching density, the more serious the fiber damage and fiber buckling inside the preform, and the more fat-rich areas inside the preform body. The effect of performance is also greater; conversely, the lower the stitch density, the smaller the performance improvement between the layers of the part. Therefore, the stitching density should be reasonably designed to improve the overall performance of the composite parts. Zhao Long and other researches of AVIC Composites Co., Ltd. showed that the overall performance of the material is best when the stitching density is 5-6 needles/cm2. The preforming body usually adopts the sewing direction of 0°, 45° and 90°, and the tensile strength of the composite material is greatly affected by the stitching direction, wherein the 0° stitched workpiece has the least reduction in strength, and the 45° and 90° stitching is the least. quite. Third, the effect of stitching on the mechanical properties of composite materials The stitching will cause buckling and damage of the fibers inside the preform, and it will easily form a fat-rich zone at the seam, thus forming a stress concentration point, which is the main reason for the in-plane performance degradation caused by the stitching; but the stitching will greatly improve the composite material. Interlayer damage tolerance, and the presence of sutures also prevent the expansion of cracks, etc., so the effect of stitching on the mechanical properties of composites has a certain composite effect. Numerous studies have shown that stitching leads to a decrease in the tensile strength of the material, and due to the nature of the stitching itself, the failure mode of the material is significantly different from that of the conventional composite laminate, and as the stitching density and the diameter of the stitch increase Large, tensile strength will gradually decrease. However, Wei Yuqing et al. and Wu Gang et al. found that when the stitching density is ≤5-6 needle/cm2, the tensile failure mode of the material is mainly the fiber breakage, and the tensile strength loss rate of the stitched composite material is not large. The effect of stitching on the compressive strength of the material is not a simple increase or decrease relationship. Due to the influence of the laminate design and the stitching parameters, the compressive strength of the stitched composite laminate sometimes increases and sometimes decreases. Cheng Xiaoquan and other studies found that the stitching reduced the compression performance of 0° unidirectional laminates by about 24%, but had little effect on the compression performance of 90° laminates. Wu Gang et al. studied the compressive properties of [45/0/~45/90]4S and [90/45/90/~45/0/~45/90/45/90]2S stitched laminates and found that the stitching was The compression performance is not greatly reduced, and the compression performance is also improved. The stitching in the 0° direction has the least influence on the compression performance of the laminate. Many scholars have found that although the stitching performance of the composite laminates is reduced, the degree of reduction generally does not exceed 20%, and the stitching density has little effect on the bending properties of the material. However, Liu Li found in his research that proper optimization of the stitching density can improve the bending properties of the material. For example, a material with a stitching density of 4 needles/cm2 has a bending strength that is 27.8% higher than that before stitching. Sun Qiyong also systematically studied the bending properties of the stitched three-dimensional braided composites, and concluded that the braiding angle is 20°, the lap length is 70mm, and the bending performance of the medium-density stitched three-dimensional braided composite specimens is excellent. The shear strength of composite sutured laminates increases first and then decreases with the increase of suture density. This is because when the suture density is too large, the fiber damage and the fat accumulation at the suture lead to stress concentration, which makes the laminates The shear strength is reduced. The focus of the stitching density optimum depends on the layup order of the laminate and the stitching parameters. Stitching can significantly improve the GIC value of the laminate, increase the stitching density, the stitch strength, reduce the Young's modulus of the stitch, increase the thickness and axial stiffness of the test piece, and increase the GIIC value of the test piece. The stitching can significantly reduce the impact damage of the composite laminate and improve the post-impact compression strength (CAI) of the laminate. Many tests have shown that reasonable design of the stitching parameters can increase the CAI of the laminate by more than 40%, or even 400%. Fourth, the application status of suture technology The stitching technology has been applied for nearly 30 years. It can enhance the thickness direction of composite structural parts and is mainly used to improve the damage tolerance of composite structural parts. At present, the suturing equipment has been developed from the first generation of artificially controlled industrial sewing machines , the second generation of computer controlled flat stitching equipment to the third generation of multiple computer controlled multi-needle suturing equipment, which can realize two-dimensional and three-dimensional suturing of various structures. . In recent years, the rapid development of the liquid molding process has laid a good foundation for the wider application of the sewing technology. Whether it is solid rocket engine nozzle throat lining, expansion section, extension cone, brake disc, screw, aircraft wing, etc., composite suture technology is adopted. The National Aeronautics and Space Administration (NASA) ACT program developed a 13.5m x 2.7m suture/RFI semi-wing span wall, as shown in Figure 2, and successfully conducted a 200-seat aircraft half-wing box segment ground test. . At the same time, Boeing has also developed a third-generation stitching device for stitching large-sized complex structural parts such as fuselage curved plates. In addition, the US Air Force Wright Laboratory and the US Naval Air Command have jointly developed the ALAFS program, which determines the overall design of the wing body, the layout of the wing structure, the internal piping settings, the fuselage fuel tank design, the beam layout, Seven key technologies, such as internal rib arrangement and continuous design of upper and lower girders, RTM and RFI forming technology for stitched composite materials will be the main technical solutions for the realization of the plan. At present, China Aerospace Composites Co., Ltd. has successfully applied suture/RTM, stitching/RFI, stitching/VARI technology to various composite structural parts, greatly improving the interlaminar strength and impact resistance of composite structural members. As well as integrity, and reduce the assembly cost of structural parts. Figure 3-6 shows some typical stitching/LCM structural parts developed in China. V. Conclusion The composite material stitching technology solves the problem of low performance between layers of conventional composite materials and small tolerance of impact damage. At present, domestic liquid molding technology has become more and more mature. With the further optimization of the third generation of suturing equipment and the reduction of composite manufacturing cost, composite suturing technology can not only be valued in the aerospace field, but also promoted in the fields of ships and automobiles. It has made great contributions to the lightweighting of various structures and functional parts.
CONSINEE group use recycled fibre made from selected pre-consumer offcuts from the spinning process.We offer a range of recycled cashmere blends that maintain the same luxurious quality and can be dyed to any colour to fit your fashion needs whilst reducing the overall impact of production.
Due to the nature of the recycling process,100% cashmere can only be spun for coarser counts For finer yarns we recommend not using more than 60% recycled cashmere and blend with other fibres.
Recycled Yarn For Knitting,Cashmere Recycled Yarn,Silk Cashmere Yarn,Cashmere Cottoon Blend Yarn Consinee Group Co., Ltd. , https://www.consineeyarn.com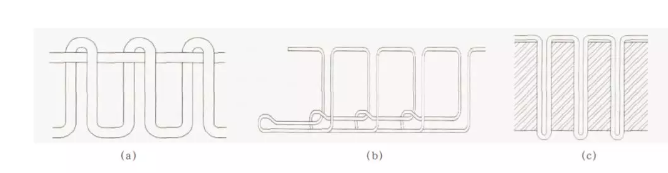 Second, the main stitching methods and process parameters
Second, the main stitching methods and process parameters
February 03, 2024